沈阳金龟减速机厂有限公司
地址:沈阳市辽中商业街15号
手机:18940018888
手机:13897922222
电话:024-62908888
电话:024-87881361
传真:024-87880508
网址:www.jgjsj.com
E-mail:sjj8000@sohu.com


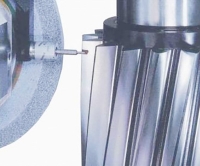
增速机齿轮数控滚齿机由于传动链缩短,传动误差大为减少,提高了加工精度。但对高精度齿轮,特别是齿数多、直径大、齿面长、精度要求高且加工周期长的齿轮,它们在滚切过程中要求有严格的工艺保证,必须控制好齿坯加工、夹具、刀具、机床调整及环境等各个环节。否则,即使采用数控滚齿机,也难以加工出合格的高精度齿轮。1齿坯加工齿坯特别是直径较大的齿坯,装夹时很容易发生弹性变形,因在滚齿机上很难弥补,因此可能造成齿轮啮合精度的丧失。由于齿面加工常以齿轮孔和端面为基准面,所以齿坯精度中主要是对齿轮孔的尺寸精度和形状精度、孔和端面的位置精度有较高的要求。如6级精度的齿轮,定位孔的尺寸和形状精度等级为IT6,粗糙度Ra1.6m,分度圆直径在125~400mm范围内的齿轮定位孔径向跳动和端面圆跳动公差不超过0.014mm。对于加工周期长的大齿轮,温度的变化对齿轮加工精度影响很严重。在加工中,温度的变化会使滚齿机各个滑座相对工件的位置发生微量的变化。实践证明,温度对齿轮精度,特别是齿向精度影响较大,会使齿轮啮合的接触斑点量下降。一般数控滚齿机都有机床内部温度自动调整功能,并有数值显示。因此,在加工中一定要注意观察,并着重控制好室内温度,最好保持室内恒温。本文所介绍的滚齿工艺是针对高精度齿轮而言的,在实际应用中应视工件的具体情况和不同要求采取相应的工艺措施,以免增加不必要的费用。